
Hojas de sierra circulares con plaquitas de metal duro

En 1966 comenzó una nueva era en la tecnología de serrado, cuando Lennartz fabricó la primera hoja de sierra circular de metal duro del mundo para el corte de acero. Muchos años de investigación y desarrollo, que en aquel entonces supusieron unos gastos de 1 millón de marcos alemanes, condujeron a la empresa a la cima de esta tecnología en estrecha colaboración con destacados fabricantes de máquinas. Ya en 1970, Lennartz se convirtió en el primer fabricante del mundo en producir en serie hojas de sierra circulares con plaquitas de metal duro de esta categoría. En los años siguientes, se realizaron fuertes inversiones en máquinas altamente modernas que, sobre todo, favorecieron la mejora en la calidad y la ampliación del departamento de fabricación de herramientas de metal duro. Desde entonces, se ha prestado una atención muy especial a la mejora permanente de la tecnología de fabricación y desarrollo de sierras circulares de metal duro de alto rendimiento. Así, Lennartz también seguirá siendo el número uno en el futuro y ofrecerá siempre la hoja de sierra circular de metal duro óptima para cada caso de aplicación individual.
Hojas de sierra circulares con plaquitas de metal duro con un diámetro comprendido entre 250 mm y 2300 mm
El corte de acero y metales no ferrosos impone requisitos muy exigentes a la herramienta utilizada. A tal fin, Lennartz ofrece una gran variedad de geometrías de corte, que pueden diseñarse individualmente para cualquier necesidad.
Además de las anchuras de corte y los grosores de los cuerpos de sierra convencionales, la gama de productos de Lennartz incorpora también para cada aplicación la tecnología de corte fino recién desarrollada. Con un nivel constante de precisión y estabilidad de la hoja de sierra, la anchura de corte se ha reducido aquí en hasta un tercio, lo que ofrece al cliente ventajas significativas como las siguientes:
- aumento de la vida útil;
- ahorro de material gracias al menor número de operaciones de corte;
- reducción notable en la generación de virutas;
- ahorro energético gracias a las fuerzas de corte reducidas; la potencia necesaria del motor se reduce en hasta el 40 %.
Geometrías para el corte de acero

Geometría de diente de desbaste y repasado
La primera geometría diseñada para cortar acero con hojas de sierra circulares con plaquitas de metal duro es la geometría de diente de desbaste y repasado. Esta geometría se desarrolló en el año 1966, con la ayuda de la Universidad de Braunschweig, y se utiliza al serrar materiales macizos con diferentes calidades.
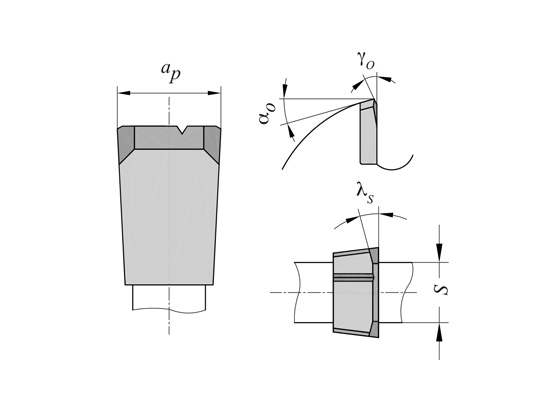
Geometría de diente rompevirutas
Otra variante en el ámbito del recorte de virutas es la geometría de diente rompevirutas. En este caso, todos los dientes se sitúan en un solo radio, lo que permite lograr velocidades de avance más altas que con la geometría de diente de desbaste y repasado. Esta eficaz geometría se utiliza en las sierras de tubos y materiales macizos.
Valores técnicos orientativos / valores recomendados para el corte de acero
| Velocidad de corte Vc = [m/min] | Avance de los dientes fz = [mm/Z] | |||
|---|---|---|---|---|
| Grupo 1 | Aceros de construcción | St 44, St 52, St 37 | 115 - 150 | 0,09 - 0,15 |
| Grupo 2 | Aceros para temple y para nitrurar | C 45, C 60, 42 CrMo 4, 34 CrNiMo 6 34 CrAlNi 7 | 95 - 120 | 0,08 - 0,15 |
| Grupo 3 | Aceros para muelles y para rodamientos | 50 CrV 4 100 Cr 6 | 70 - 100 | 0,07 - 0,12 |
| Grupo 4 | Aceros inoxidables | X 40 CrMoV 51 X 5 CrNiMo 17 12 2 X 20 Cr 13 X 2 CrNIMo 18 14 3 | 50 - 80 | 0,04 - 0,08 |
Geometrías para el corte de metales no ferrosos
Diente plano trapezoidal
La geometría clásica del diente para el corte de aluminio y otros metales no ferrosos es el diente plano trapezoidal, que puede utilizarse en cualquier aplicación.

Geometría de deflexión de virutas
Las geometrías de deflexión de virutas presentan un diseño especial que permite cortar cobre, latón, aluminio y sus aleaciones con unas calidades de superficie muy buenas y manteniendo una larga vida útil de las hojas de sierra.
Valores técnicos orientativos / valores recomendados para el corte de metales no ferrosos
| Resistencia a la tracción [N/mm²] | Velocidad de corte Vc = [m/min] | Avance de los dientes fz=[mm/Z] | ||
| Grupo 1 | Fundición de aluminio y aleación de forja | ≤500 | 1500 - 4000 | 0,02 - 0,07 |
| Grupo 2 | Cobre, aleaciones de cobre | ≤400 | 180 - 500 | 0,04 - 0,12 |
| Grupo 3 | Latón, virutas cortas y largas | ≤600 | 150 - 400 | 0,07 - 0,10 |
| Grupo 4 | Bronce | ≤850 | 100 - 400 | 0,05 - 0,10 |
Determinación del número de dientes para serrar material macizo (redondo)
Determinación del número de dientes para serrar materiales macizos (cuadrados / rectangulares)
Conceptos de revestimiento adaptado de forma individual

La disponibilidad de sistemas de revestimiento adaptados de forma óptima a cada caso de aplicación es algo imprescindible en la técnica de serrado de alto rendimiento. Gracias a los numerosos años de estrecha colaboración con los líderes tecnológicos del sector de los revestimientos, Lennartz puede reaccionar de forma rápida a las tendencias de desarrollo actuales en el ámbito de los revestimientos duros mediante PVD (deposición física de vapor, del inglés “physical vapour deposition”).
En colaboración con usuarios industriales y entidades de investigación, evolucionamos y perfeccionamos de forma continua nuestro saber hacer y nuestros procesos de fabricación, lo que nos permite garantizar en todo momento un diseño óptimo de las herramientas conforme a las exigencias y necesidades de nuestros clientes.
En particular en el grupo de productos ECOmax, en las hojas de sierra circulares con plaquitas de metal duro, en las hojas de sierra circulares de metal y, en parte, también en el sector de las hojas de sierra circulares en frío de segmentos, se utilizan conceptos de revestimiento adaptados de forma individual. Concentrada en la rentabilidad, la empresa Lennartz también seguirá ofreciendo en el futuro tecnologías de herramientas del más alto nivel.
Hoja de sierra optimizada en cuanto a oscilaciones y ruidos
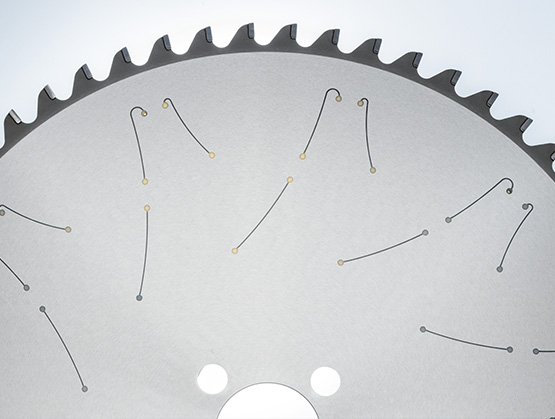
En estrecha colaboración con centros de investigación, esta hoja de sierra especial se ha desarrollado después de largos ciclos de ensayos. Con la incorporación de ranuras láser (elementos de amortiguación de oscilaciones) en disposición sistemática y el relleno subsiguiente con un material desarrollado específicamente para este caso de aplicación, fue posible reducir considerablemente la velocidad de atenuación y, con ello, la generación de ruido durante el serrado en comparación con las hojas de sierra convencionales.