
Hartmetallbestückte Kreissägeblätter

1966 beginnt eine neue Ära in der Sägetechnologie. Lennartz fertigt das weltweit erste Hartmetallbestückte Kreissägeblatt für die Stahlbearbeitung. Viele Jahre der Forschung und Entwicklung, mit den damaligen Kosten von ca. 1 Mio. DM, führen in enger Zusammenarbeit mit führenden Maschinenherstellern an die Spitze dieser Technologie. Bereits 1970 ist Lennartz der weltweit erste Hersteller von Hartmetallbestückten Kreissägeblättern dieser Kategorie in Serienfertigung. In den folgenden Jahren werden erhebliche Investitionen in hochmoderne Fertigungsmaschinen getätigt, die in erster Linie der Qualitätsverbesserung und dem Ausbau der Hartmetallabteilung zugutekommen. Bis heute wird ein besonderes Augenmerk auf die permanente Verbesserung der Hartmetall-Hochleistungskreissägetechnologie in Fertigung und Entwicklung gerichtet. So bleibt Lennartz auch in Zukunft die Nummer eins und bietet auch für Ihren Einsatzfall das optimale Hartmetallbestückte Kreissägeblatt.
Hartmetallbestückte Kreissägeblätter von 250 bis 2300 mm Durchmesser
Das Zerspanen von Stahl und NE-Metallen stellt härteste Anforderungen ans Werkzeug. Lennartz bietet hierfür verschiedenste Schneidengeometrien an, die für jeden Bedarf individuell ausgelegt werden können.
Neben den herkömmlichen Schnittbreiten und Stammblattstärken hat Lennartz für jede Anwendung auch seine neu entwickelte Dünnschnitttechnologie im Programm. Bei gleichbleibender Präzision und Stabilität des Sägeblattes ist die Schnittbreite hier bis zu einem Drittel reduziert. Das bietet dem Kunden signifikante Vorteile wie
- Standzeiterhöhung,
- Materialeinsparung durch weniger Verschnitt,
- deutlich geringerer Späneabfall,
- Energieeinsparungen durch reduzierte Schnittkräfte; benötigte Motorleistung sinkt um bis zu 40 %.
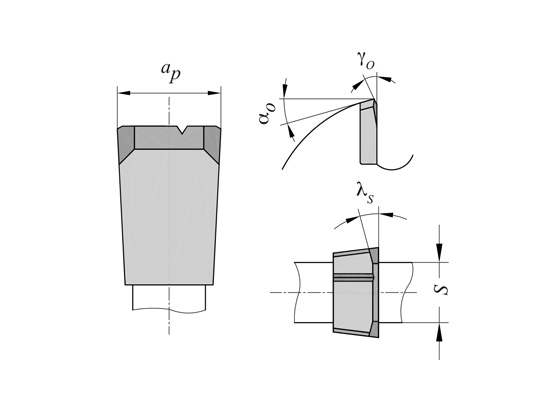
Geometrien für die Stahlzerspanung

Vor- und Nachschneidergeometrie
Die erste zum Sägen von Stahl mit Hartmetallbestückten Kreissägeblättern entwickelte Geometrie ist die Vor- und Nachschneidergeometrie. Entwickelt wurde diese Geometrie im Jahre 1966 unter Mithilfe der UniversitätBraunschweig. Zum Einsatz kommt sie beim Sägen von Vollmaterialien mit unterschiedlichen Güten.
Spanteilerrillengeometrie
Eine weitere Variante der Spanaufteilung findet man bei der Spanteilerrillengeometrie. Hierbei befinden sich alle Zähne auf einem Flugkreis und es ist möglich höhere Vorschübe zu fahren, als mit der Vor- und Nachschneidergeometrie. Man setzt diese effiziente Geometrie beim Rohr- und Vollmaterialsägen ein.
Technische Richtwerte / Schnittwerteempfehlungen für die Stahlbearbeitung
| Schnittgeschwindigkeit Vc= [m/min] | Zahnvorschub fz=[mm/Z] | |||
|---|---|---|---|---|
| Gruppe 1 | Baustähle | St 44, St 52, St 37 | 115 - 150 | 0,09 - 0,15 |
| Gruppe 2 | Vergütungs- und Nitrierstähle | C 45,C 60, 42 CrMo 4, 34 CrNiMo 6 34 CrAlNi 7 | 95 - 120 | 0,08 - 0,15 |
| Gruppe 3 | Feder- und Wälzlagerstähle | 50 CrV 4 100 Cr 6 | 70 - 100 | 0,07 - 0,12 |
| Gruppe 4 | Nichtrostende Stähle | X 40 CrMoV 51 X 5 CrNiMo 17 12 2 X 20 Cr 13 X 2 CrNIMo 18 14 3 | 50 - 80 | 0,04 - 0,08 |
Geometrien für die NE-Zerspanung

Trapezflachzahn
Die klassische Zahngeometrie zum Schneiden von Aluminium und anderen NE-Metallen ist der universell einsetzbare Trapezflachzahn.

Spanleitstufengeometrie
Mit speziell entwickelten Spanleitstufengeometrien lassen sich Kupfer, Messing, Aluminium und deren Legierungen mit sehr guten Oberflächen- güten und hohen Sägeblattstandzeiten zerspanen.
Technische Richtwerte / Schnittwerteempfehlungen für die NE-Bearbeitung
| Zugfestigkeit [N/mm²] | Schnittgeschwindigkeit Vc= [m/min] | Zahnvorschub fz=[mm/Z] | ||
| Gruppe 1 | Aluminium Guss und Knetlegierungen | ≤ 500 | 1500 - 4000 | 0,02 - 0,07 |
| Gruppe 2 | Kupfer, Kupferlegierungen | ≤ 400 | 180 - 500 | 0,04 - 0,12 |
| Gruppe 3 | Messing, kurz- und langspanend | ≤ 600 | 150 - 400 | 0,07 - 0,10 |
| Gruppe 4 | Bronze | ≤ 850 | 100 - 400 | 0,05 - 0,10 |
Bestimmung der Zähnezahl zum Sägen von Vollmaterial (Rund)
Bestimmung der Zähnezahl zum Sägen von Vollmaterial (Quadrat / Rechteck)
Individuell angepasste Beschichtungskonzepte

Auf den jeweiligen Anwendungsfall optimal angepasste Beschichtungssysteme sind im Bereich der Hochleistungs-Sägetechnik unverzichtbar. Dank seiner langjährigen engen Zusammenarbeit mit den Technologieführern der Beschichtungsbranche kann Lennartz auf aktuelle Entwicklungstrends im Bereich der PVD-(Physical-Vapour-Deposition-)Hartstoffbeschichtung sehr zeitnah reagieren.
In Kooperation mit Industrieanwendern und Forschungsinstituten entwickeln wir unser Know-how und unsere Fertigungsprozesse kontinuierlich weiter, so dass jederzeit eine optimale Werkzeugauslegung entsprechend den speziellen Anforderungen und Bedürfnissen unserer Kunden gewährleistet ist.
Insbesondere in der ECOmax-Produktgruppe, bei den HM-Kreissägeblättern, den Metallkreissägen und zum Teil auch im Bereich der Segmentkaltkreissägeblätter finden individuell angepasste Beschichtungskonzepte ihre Anwendung. Fokussiert auf Wirtschaftlichkeit garantiert Lennartz auch in Zukunft Werkzeuglösungen auf höchstem Niveau.
Schwingungs- und geräuschoptimiertes Sägeblatt
In enger Zusammenarbeit mit Forschungszentren, wurde nach langen Versuchsreihen dieses spezielle Sägeblatt entwickelt. Durch das Einbringen von Laserschlitzen (Schwingungsdämpfungselemente) in systematischer Anordnung und dem anschließenden Ausgießen mit einem für diesen Anwendungsfall entwickelten Füllstoff konnte die Abklinggeschwindigkeit und damit die Geräuschentwicklung beim Sägen gegenüber den herkömmlichen Sägeblättern deutlich reduziert werden.