
Carbide-tipped circular saw blades

In 1966 a new era in the field of saw technology is started. Lennartz manufactures the world's first carbide-tipped circular saw blade for steel cutting. Many years of research and development, with a cost of approximately DM 1 million, yielded a position at the forefront of this technology in close cooperation with leading machine manufacturers. In 1970, Lennartz was already the world's first manufacturer of this category of carbide-tipped circular saw blades in series production. In the following years, substantial investments into state-of-the-art machinery were made which primarily benefited the quality improvement and the further development of the carbide-tip department. Today, there is a key focus on the continuous improvement of carbide-tipped high performance circular saw technology in terms of production and development. This will ensure that Lennartz is able to continue its market leadership, and provide the perfect carbide-tipped circular saw blade for your application requirements.
Carbide-tipped circular saw blades from 250 to 2300 mm in diameter
The machining of steel and non-ferrous metals places extreme demands on the tool. To meet These demands; Lennartz offers a wide range of geometries which can be individually designed for every requirement.
In addition to conventional cutting widths and blade thicknesses, Lennartz also offers the newly developed thin cutting technology in its product range to suit every application. Here, the cutting width is reduced by up to one third with a constant precision and stability of the saw blade. This offers significant advantages for the customer such as
- service life enhancement,
- material savings through less waste,
- significantly decreased chip waste,
- energy savings through reduced cutting forces; the required motor power will decrease by up to 40%.
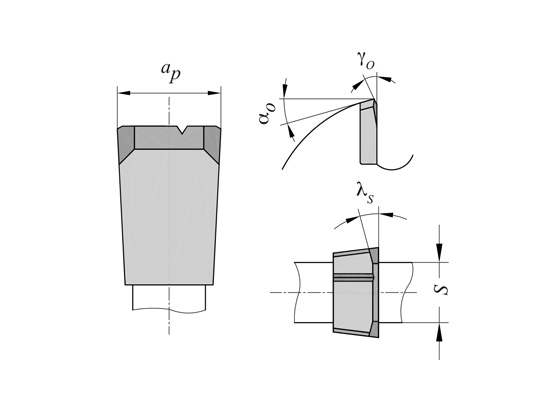
Geometries for steel cutting

Roughing and finishing geometry
The first geometry to be designed for the cutting of steel with carbide-tipped circular saw blades is the forward and trailing cut geometry. This geometry was developed in 1966 with the help of the University of Braunschweig. It is used for the cutting of solid materials with different grades.
Chip breaker geometry
Another type of the chip Controlling can be found in the chip breaker groove geometry. Here, are all the teeth aligned on a single motion ring, and it is possible to achieve higher feed rates as with forward and trailing cut geometry. This efficient geometry is used for the pipe and solid material cutting.
Technical guidelines / cutting dimension recommendations for steel machining
| Cutting speed Vc= [m/min] | Tooth feed fz=[mm/Z] | |||
|---|---|---|---|---|
| Group 1 | Structural steels | St 44, St 52, St 37 | 115 - 150 | 0.09 - 0.15 |
| Group 2 | Tempering and nitriding steels | C 45,C 60, 42 CrMo 4, 34 CrNiMo 6 34 CrAlNi 7 | 95 - 120 | 0.08 - 0.15 |
| Group 3 | Spring and bearing steels | 50 CrV 4 100 Cr 6 | 70 - 100 | 0.07 - 0.12 |
| Group 4 | Stainless steels | X 40 CrMoV 51 X 5 CrNiMo 17 12 2 X 20 Cr 13 X 2 CrNIMo 18 14 3 | 50 - 80 | 0.04 - 0.08 |
Geometries for the non-ferrous metal cutting

Trapezoidal flat tooth
The classic tooth geometry for the cutting of aluminium and other non-ferrous metals is the universally applicable trapezoidal flat tooth.

Roughing and finishing with chip deflector geometry
With specially developed chip deflector geometry, it is possible to cut copper, brass, aluminium and their alloys with a very good surface quality, while maintaining a high blade service life.
Technical guidelines / cutting dimension recommendations for the non-ferrous metal machining
| Tensile strength [N/mm²] | Cutting speed Vc= [m/min] | Tooth feed fz=[mm/Z] | ||
| Group 1 | Aluminium cast and wrought alloys | ≤ 500 | 1500 - 4000 | 0.02 - 0.07 |
| Group 2 | Copper, copper alloys | ≤ 400 | 180 - 500 | 0.04 - 0.12 |
| Group 3 | Brass, short and long chipping | ≤ 600 | 150 - 400 | 0.07 - 0.10 |
| Group 4 | Bronze | ≤ 850 | 100 - 400 | 0.05 - 0.10 |
Determination of the tooth number for the sawing of solid material (round)
Determination of the tooth number for the sawing of solid material (square/rectangle)
Individually adapted coating concepts

Coating systems optimally adapted to the respective application are essential in the field of high performance saw technology. Thanks to the many years of close cooperation with technology leaders in the coating industry, Lennartz is able to promptly respond to current development trends in the field of PVD (physical vapour deposition) hard coating.
In cooperation with industrial users and research institutes, we are continuously broadening our expertise as well as our manufacturing processes so that an optimal tool design according to the specific requirements and needs of our customers is guaranteed at all times.
Individualized coating processes are applied especially for the ECOmax product group, carbide-tipped circular saw blades, metal cutting circular saws, and partly also for segmental cold saw blades. Lennartz will continue to guarantee tool solutions on the highest level through a key focus on profitability.
Vibration and noise optimised blade
In close cooperation with research centres, this special saw blade was developed after a long series of experiments. The noise production from cutting could be significantly reduced compared to conventional saw blades through the introduction of laser slots (vibration damping elements) in a systematic arrangement and the subsequent casting with a filler material which was specially developed for this type of application.